アルミニウム
Aluminum

再生可能なアルミニウム。次世代にもクリーンな環境を引き継げる様
また気候変動のスピードを緩めるような行動を実行してまいります。
環境に優しいアルミニウム。ものづくり分野で持続可能な環境を目指し
独自の溶接技術で社会に貢献します。
品質保証フレームワークを確立し
お客様第一を基本として、ものづくりに取り組んでいます。
品質保証フレームワークを確立し
お客様第一を基本として、ものづくりに取り組んでいます。
環境に適した溶接技術で
社会の貢献します。
創業1972年(昭和47年)
確かな技術でお答えします
電話075-982-2931
温故知新
歴史ある街より発信
問題解決に一子相伝の
技術でご対応します
私たちが行う4部門の事業内容をご紹介いたします。
最新のテクノロジーを屈指しお客様のご不満を解決致します。
半世紀にわたり蓄積されたノウハウがここにあります。
日々技術研鑽を怠る事なく、新しい未来の実現をぜひご期待ください。

アルミニウムを特徴を生かし多方面で生かされています。身近な家庭用品から航空機、
宇宙機器まで用途分野は多岐わたっています。
比較的低い温度で材料が溶けるためにリサイクル性に優れ持続可能な社会環境に適した材料といえます。


零戦の機体がジュラルミンで出来ていたと言う話は有名です。
私たちはジュラルミンを取扱にも精通しており
正しい手順で溶接をすることもできます。


元素番号22 元素記号Ti 軽量で高強度、耐食性に優れた素材。
宇宙・航空機用また医療に身近な生活用品にも大活躍のチタン。
性能はピカイチ!



さびにくい金属として工業製品や家庭用品などに使われている金属
強度、耐食性に優れ世の中で至るところで活躍している
なくてはならない金属です。
変化の激しい時代、私たちはこれからもテクノロジーを駆使して
お客様に選ばれるサービスを提供できるよう、日々精進していきます。
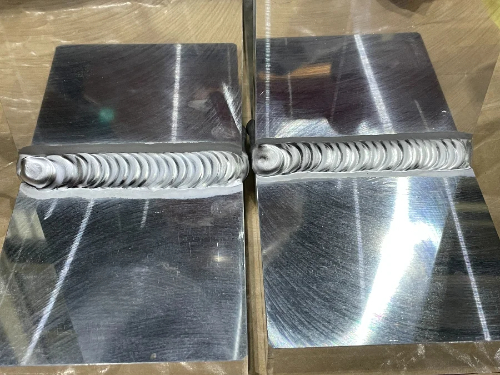
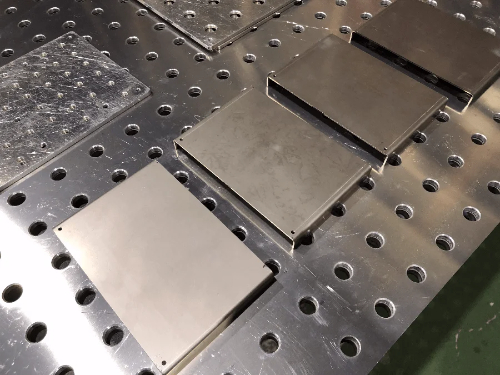
ステンレス鋼溶接検定用治具ステンレス鋼溶接検定用治具JIS Z3821JIS Z3811用途TN-F検定試験を受験するための練習用治具です。まとめSUS304 t=3.0mm板の評価試験の受験対策にと製作しました。評価試験に合格するためには裏波がきちんと出てい
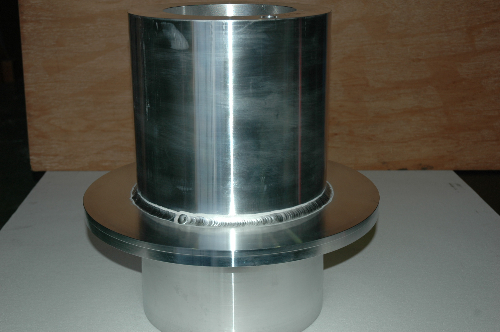
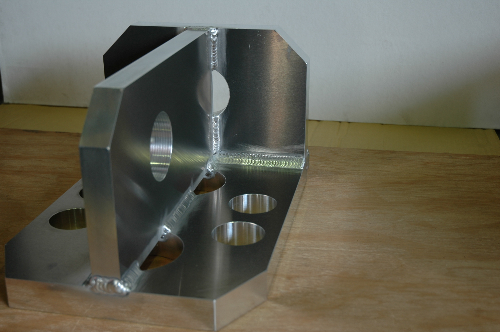
今までに私たちが作りました製作品を紹介しています。お客様の了解を得まして掲載していますが、ここでは公開出来ない作品もたくさんあります。これからも可能な限りブログ等にて紹介させて頂きます。どうぞご期待ください。
弊社はレーザ加工機等のジョブショップで対応可能な設備は有しませんが、作業者の能力で大きく差が出る板金加工機械や溶接組立に必要な設備などを保有しています。そんなニッチな製造設備を紹介しています。
50年以上の経験と実績による技術情報特集です。ステンレスやアルミなど歪み防止策やボローホール対策など溶接作業者なら知るべき技術をリストアップしました。上村製作所サイト内リンクとなっています。・溶接割れ・溶接時の注意点や歪防止策、歪取方法・スーパーアロイの種類・ステンレス鋼