
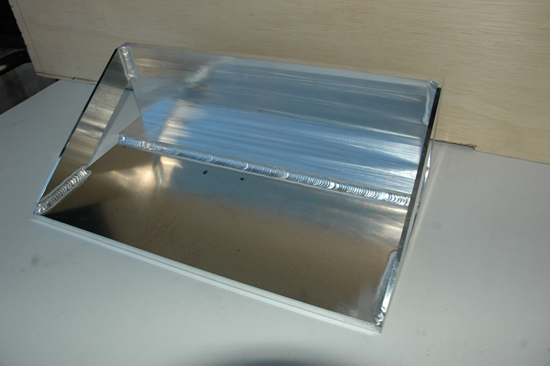
アルミベースフレーム
A5052 TIG溶接にて接合しました。
ワークサイズはW=478 D=290mm H=218mm厚み20mmです
角ベース板20mmにL形アングル20mmに仕上げた状態で
全周溶接を実施。背面の削り代1mmのため変形に注意し
溶接を行いました。歪防止の治具が出しゃばりトーチを
スムーズに移動するのに苦労しました。少しビートが
不揃いの所もあります。治具がなければ問題なく
進めるのですが、歪防止を優先すれば仕方がない所です。
手順は次の通りです。
①支給材を開先加工。
②厚み方向を溶接し位置決め。
③歪防止の治具にて材料を拘束。
④余熱200℃。
⑤全周溶接を実施
⑥リブを溶接後サンダーにてビートカット。検査しました。
溶接歪も想定していたよりも少なく製作できました。
溶接条件
溶接機 Panasonic YC-500WX4
交流電流 300A
交流周波数 70Hz
シールドガス Ar+He
タングステン 純タングステン 4.0mm
溶加棒 2.4mm, 3.2mm,4.0mm
溶接歪も少なく出来ました。
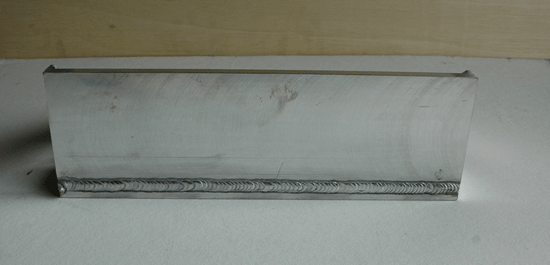
開先を取り溶接をしています。背面です。
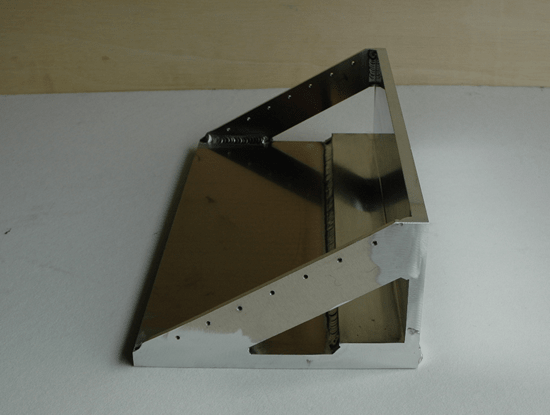
溶接部ビートカットしています。側面の様子。